

A Ocelový stroj na štěrbinuje stroj určený k řezání širokých kovových cívek do požadované šířky nebo délky. Obvykle obsahuje systém rychlé změny nástroje, decoiler a kluzák pomocí vysoce přesného nože.
Tento stroj na řezání ocelových cívek je nejen spolehlivý, ale také flexibilní, vhodný pro řezání všech typů ocelových a kovových válcovaných cívek. Díky strojům na řezání ocelových cívek mohou továrny efektivně produkovat ocelové cívky různých šířky a specifikací.
V praktických aplikacích mohou linky pro rozřezání ocelových cívek přesně rozříznout válcované kovové válce pocházející z válcovacího mlýna. Po vyříznutí mohou tyto kovové cívky uspokojit potřeby zákazníků pro standardní a přesné šířky, čímž se sníží náklady na materiál a zlepšují efektivitu výroby.

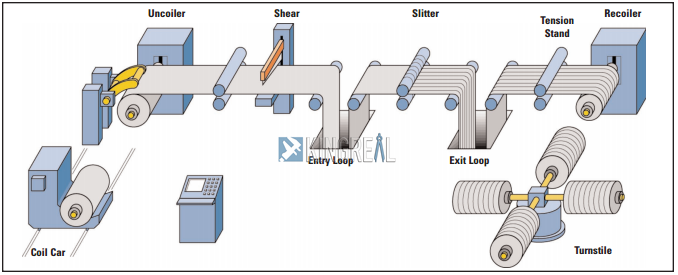
Základní struktura aOcelová linka s ocelovou cívkouObvykle se skládá ze tří hlavních částí: decoiler, štěrbiny a rekoileru. Tyto komponenty spolupracují, aby zajistily, že proces štěpení je efektivní a přesný.
1. Decoiler pro stroj na ocelovou cívku
Decoiler je prvním procesem stroje z ocelového cívky. Jeho hlavní funkcí je načíst kovovou cívku nebo hlavní cívku na linii ocelového cívky.
Decoiler může být ve formě dvojitého kužele nebo jednotného koncového formy s rozšiřujícím se trnním. Double Cone Decoiler je vhodný pro těžší zatížení, zatímco typ trže je vhodný pro lehké a těžké aplikace.
Prostřednictvím dekoileru je surovina naložena a zploštělá, aby se odstranily povrchové vady a připravily se na následný proces řezání.
2. Šatetor pro řezací stroj na ocelovou cívku
Slitter je jádro součástí stroje ocelové cívky. Jeho hlavním úkolem je rozdělit kovovou cívku do několika štěrbin předem stanovené šířky.
Křek se obvykle skládá ze dvou paralelních pentrů a nástroje vybaveného rotujícím nožem.
Během procesu řezání bude nůž částečně tlačit cívku, což způsobí praskliny nebo zlomení na obou stranách kovového materiálu.
Aby byla zajištěna kvalita řezání, je šlatek obvykle vybaven gumovým kroužkem, aby se zabránilo otřepům.
3. Rekojér pro linii ocelových cívek
Recoiler je zodpovědný za převíjení sklitové cívky do cívky. Většina rekojlárů používá rozšiřující se trn, který lze nastavit na průměr cívky.
Práce se separačním diskem může rekojlár účinně zabránit ohromujícím skvrnám a zajistit kvalitu hotového produktu.

Pracovní principOcelová linka s ocelovou cívkouLze rozdělit do tří hlavních fází: odvíjení, rozřezání a převíjení.
1.Odvíjení fáze linie ocelové cívky
Ve fázi odvíjení je kovová cívka naložena na decoiler a po zploštění je cívka připravena vstoupit do štěrbiny. Konstrukce decoiler je zajistit, aby cívka dosáhla nejlepšího rovinnosti a stavu bez vad před vstupem do dalšího kroku.
2. Skrytí fáze linie ocelové cívky
Ve stádiu rozříznutí vstupuje odvíjení cívka do štěrbiny pro rozřezání. Nůž stroje na štěrbinu ocelové cívky rozřízne cívku na předem stanovenou šířku a v této době bude vytvořen určitý odpad, který bude zpracován společností Rewinder. Po řezání linka pro rozřezání ocelové cívky odešle do přehnaného stroje na oříznutí ocelového cívky, které se navíjejí pro vinutí.
3. Získávání fáze linie ocelových cívek
Převáděcí fáze je posledním krokem stroje na štěrbinu ocelového cívky a štěrbinová cívka je převáděna rekoilorem. V této době rekojlár upravuje průměr jádra, aby byl zajištěn stabilita a konzistenci každé cívky při vinutí.
Tento proces nejen zvyšuje účinnost výroby, ale také zajišťuje kvalitu hotového produktu.
1. Vysoce kvalitní účinek štěrbiny
TheOcelový stroj na štěrbinuMůže dosáhnout vysoce kvalitního a přísného řezání produkce, snížit tvorbu otřepů a způsobit, že řezané cívky jsou plynulejší. Zákazníci mohou prostřednictvím tohoto stroje na řezání ocelových cívek přímo získat produkty ocelové cívky standardní a přesné šířky a snížit odpad materiálu.
2. Vysoká účinnost a přesnost
Vysoká úroveň automatizace stroje z ocelového cívky usnadňuje provoz a produktivita a přesnost se výrazně zlepšila. Od rychlého zatížení decoileru po vysokohodinové automatické stohovací zařízení je celý systém neustále optimalizován tak, aby dosáhl vysokého výkonu a rychlého provozu.
3. Snižte výrobní náklady
Prostřednictvím linie ocelových cívek mohou podniky snížit potřebu sekundárního zpracování a snížit výrobní náklady.
V aplikacích s vysokým objemem jsou stroje na řezání ocelových cívek obzvláště výhodné, protože mohou rychle a efektivně rozříznout cívky do požadovaných specifikací, aby uspokojily poptávku na trhu.
 |
 |
 |
Při výběru právaOcelová linka s ocelovou cívkouPro vaši aplikaci je třeba zvážit několik faktorů, včetně typu komponenty, velikosti trhu, typu nástroje, výkonu koňských a napínacích zařízení. Tyto faktory budou přímo ovlivnit účinek zpracování kovového materiálu cívky, který má být vyříznut.
1. Typ komponenty ocelového kovského štěrbinového stroje
Při výběru linie ocelové cívky nejprve porozumíte typu a funkci jejích hlavních komponent. Konstrukce a výkon decoileru, štítného a rekoilu přímo ovlivní účinnost výroby a kvalitu řezu.
2. Velikost mandrelu pro linii ocelových cívek
Výběr velikosti trnu je také velmi důležitý. Podle specifikací cívky, která má být řezána, může výběr správného trhu zlepšit přizpůsobivost a stabilitu stroje na řezání ocelových cívek a zajistit hladký pokrok procesu řezání.
3. Typ nástroje pro linii ocelových cívek
Výběr nástroje přímo souvisí s efektivem řezání a účinnosti výroby. Nástroje s vysokou přesností mohou poskytnout lepší kvalitu štěrbiny a snížit otřepy a další vady.
4. koňské a napínací zařízení pro linii štěrbiny ocelové cívky
Výběr koňské síly určuje pracovní kapacitu stroje na řezání ocelových cívek, zatímco napínací zařízení zajišťuje stabilitu a konzistenci cívky během řezání a vinutí.



